Last Updated on January 18, 2026 by Kevin Chen
In MBR systems, hollow fiber membranes operate under continuous mechanical stress caused by sludge loading, aeration-induced shear, and long-term cyclic fatigue. Many membrane specifications highlight tensile strength as a key performance indicator, but engineers often oversimplify or misunderstand its real meaning.
A higher-tensile-strength fiber does not automatically lead to better filtration performance or a longer membrane lifespan.
Today, we will have a deep discussion about the differences between standard and high-tensile hollow fiber membranes from an engineering perspective. It focuses on fiber-reinforcement structures, PVDF bonding behavior, and how tensile strength should be interpreted in real operating conditions rather than as a standalone marketing number.
Why Tensile Strength Matters?
During operation, hollow fiber membranes experience multiple types of mechanical stress, including fiber self-weight, attached sludge mass, aeration turbulence, and repeated bending. When tensile strength is insufficient, fibers may elongate, break, or age prematurely—especially under high MLSS or strong aeration conditions.
However, tensile strength alone does not determine mechanical reliability. Fiber structure, flexibility, fatigue resistance, and material bonding all play equally important roles in long-term membrane stability.

Difference Between Standard and High-Tensile Hollow Fiber Membranes
Normally, we design standard hollow fiber membranes for typical municipal wastewater applications. These membranes provide enough tensile strength to support stable operation under moderate sludge loading and conventional aeration intensity.
High-tensile hollow fiber membranes target projects that require additional mechanical safety margins. We typically select these designs for high-load systems, fluctuating operating conditions, or projects with stricter reliability requirements. The difference lies not only in tensile strength values but also in design intent and structural implementation.
Fiber Reinforcement Structures Explained: Knitted vs Woven PET
Most hollow fiber membranes use PET as an internal reinforcement layer, but the reinforcement structure varies significantly.
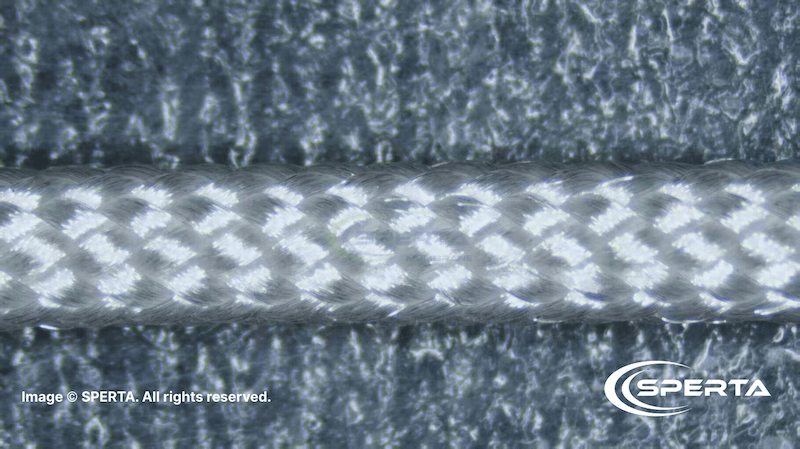
Knitted (or hooked) PET structures usually feature a looser configuration with larger gaps between filaments. During membrane fabrication, PVDF penetrates these gaps more easily and forms strong mechanical bonding with the reinforcement layer. This structure often provides a good balance between tensile strength and flexibility.
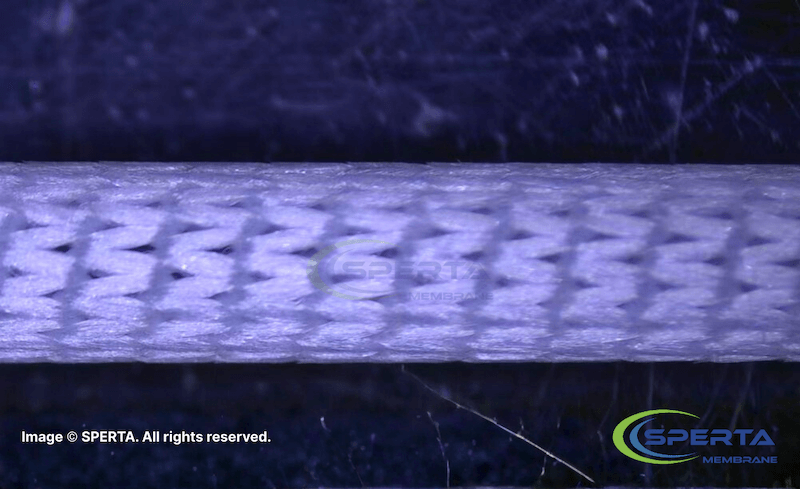
Woven or braided PET structures are denser and typically deliver higher tensile strength. However, excessive structural compactness may limit uniform PVDF penetration if engineers do not optimize the design carefully.
Fiber reinforcement structure affects not only tensile strength but also PVDF bonding quality and long-term membrane reliability.
Is Higher Tensile Strength Always Better?
From a theoretical perspective, a single hollow fiber typically carries a maximum sludge load of around 5 kg during operation. This load corresponds to a tensile strength requirement of approximately 50 N, which already satisfies basic static mechanical needs.
In real MBR systems, operating conditions rarely remain static. Aeration turbulence, uneven sludge distribution, transient shock loads, long-term bending fatigue, and material aging all increase mechanical stress. We, therefore, apply tensile strength levels well above the theoretical minimum to ensure adequate safety margins.
At the same time, tensile strength does not scale without trade-offs. Excessively high tensile strength may increase material cost, alter fiber flexibility, or place higher demands on PVDF impregnation and pore formation. We should treat tensile strength as a design tool rather than a single measure of membrane quality.

Typical Tensile Strength Levels Used in Practice
The table below summarizes tensile strength ranges commonly used in engineering practice. Engineers should treat these values as references rather than fixed rules and always evaluate them together with actual operating conditions.
| Fiber Tensile | Engineering Interpretation |
| ~50 N | Theoretical minimum based on static load analysis |
| ≥110 N | Baseline requirement for standard MBR projects |
| 135~145 N | Common configuration used by many manufacturers |
| ~200 N | Higher safety margin for high-load or complex conditions (commonly applied by SPERTA) |
| ~600 N | Special or high-reliability design option for specific applications |
Note: Some manufacturers reference ultra-high-tensile designs around 600 N for specific applications. SPERTA can also provide hollow fiber membranes at this strength level when project conditions justify such a design.

When Do High-Tensile Hollow Fiber Membranes Make Sense?
High-tensile hollow fiber membranes suit applications that involve:
- High MLSS or elevated organic loading
- Strong aeration intensity
- Frequent hydraulic or organic shock loads
- Limited process tolerance in retrofit projects
- Strict long-term reliability requirements
For stable municipal wastewater with controlled operating conditions, standard tensile strength levels usually provide sufficient mechanical reliability. Increasing tensile strength beyond project needs does not always deliver proportional benefits.
Engineering Comparison: Standard vs High-Tensile Hollow Fiber Membranes
| Comparison Aspect | Standard-Tensile | High-Tensile |
| Typical tensile strength | 110~200 N | ≥600 N (configurable) |
| Weaving / Knitting Type | Hook-knitted structure | woven structure |
| PVDF penetration behavior | Generally uniform | Requires optimized structural design |
| Sludge load tolerance | Suitable for typical loads | Better for high-load conditions |
| Resistance to aeration shear | Designed for standard aeration | More tolerant of aggressive aeration |
| Delamination (Peeling) Risk | Low | Medium |
| Typical applications | Municipal & Industrial wastewater | Intensified operation, retrofits |
Note: Long-term fatigue resistance and structural integrity often matter more than static tensile strength values.
SPERTA’s Engineering Perspective on Fiber Strength Design
SPERTA selects hollow fiber membrane tensile strength based on actual water quality, aeration conditions, and operating history rather than a single numerical standard. In most municipal, surface water pretreatment, and well-pretreated industrial wastewater projects, a tensile strength of around 200 N provides sufficient mechanical reliability. In comparison, 600 N or higher designs are typically reserved for specific membrane replacement or high-assurance applications.

In real projects, SPERTA does not evaluate tensile strength as an isolated parameter. We assess fiber strength together with wastewater characteristics, reinforcement structure, PVDF bonding quality, aeration intensity, and long-term operating conditions.
For applications such as river and lake water pretreatment, municipal wastewater treatment, and industrial wastewater with effective upstream pretreatment, system loads are relatively stable, and aeration conditions are well controlled. In these scenarios, mechanical stress on hollow fibers remains limited, and a tensile strength level around 200 N has proven sufficient to ensure reliable long-term operation. As a result, this level is commonly applied by SPERTA across a wide range of projects.
Higher tensile strength levels, such as 600 N or above, are typically associated with specific use cases rather than standard designs. These include membrane replacement projects where operators have experienced historical fiber breakage, or situations where clients require additional mechanical assurance due to operational uncertainty or risk perception. In such cases, SPERTA can provide reinforced hollow fiber membranes with tensile strengths exceeding 600 N, as required by the project.
By aligning tensile strength selection with actual water quality, aeration conditions, and operating history, SPERTA avoids unnecessary overdesign while maintaining mechanical reliability. This engineering-driven approach helps balance membrane durability, filtration performance, and membrane lifespan under real operating conditions.

Conclusion: Tensile Strength Is a Design Tool, Not a Marketing Metric
The difference between standard and high-tensile hollow fiber membranes extends beyond tensile strength values. Structural design, material bonding, and engineering intent ultimately determine membrane reliability and service life. High-tensile designs improve robustness under demanding conditions, but only when engineers integrate them with appropriate fiber structures and membrane fabrication processes.
By understanding these trade-offs, engineers can make more informed membrane selection decisions for MBR projects. If you need technical support in evaluating fiber strength and membrane design for your specific application, feel free to contact SPERTA for engineering consultation and technical assistance.